
Language
Search

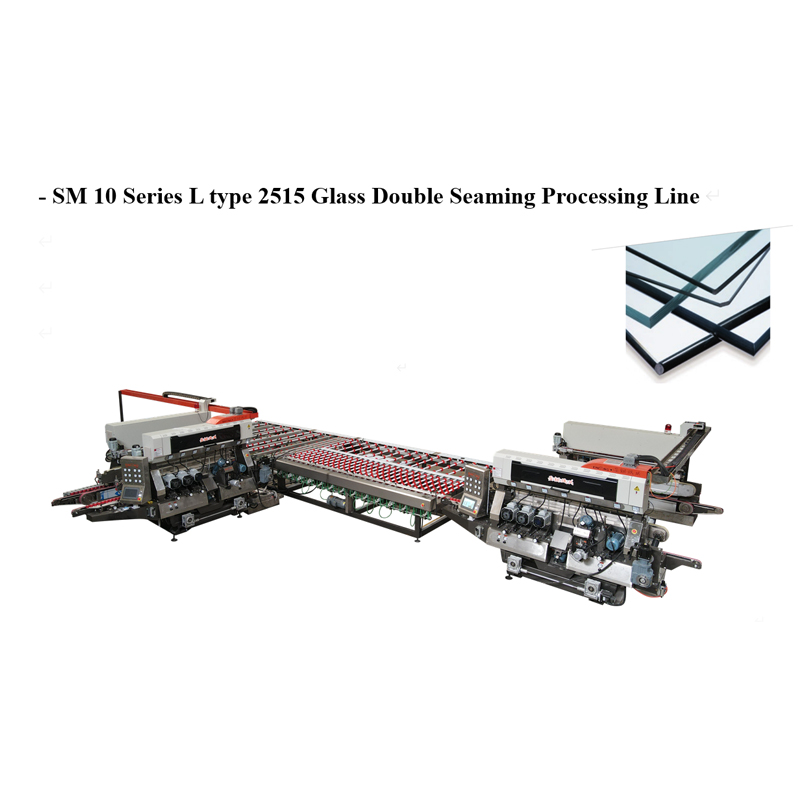





Podstawowa konfiguracja:
1. Śruba kulowa (regulacja szerokości): Tajwan HINWIN/TBI/PMI
2. Przewodnik liniowy: Tajwan HINWIN/TBI/PMI
3. podstawa, ruchomy i stały most, płyta przenośnika: wysokiej jakości spawanie blach stalowych po zakończeniu obróbki cieplnej
4. Materiał zbiornika na wodę: stal nierdzewna SUS201
5.Pasek rozrządu: Megadyne,Włochy
6. Obsługa: sterowanie PLC + ekranem dotykowym. W pełni automatyczne sterowanie komputerem PLC, przyjazny dla użytkownika ekran dotykowy, łatwy w obsłudze.

Części elektryczne
Przedmiot | Produkcja | Pochodzenie |
Aparatura niskiego napięcia | Schneidera | Francja |
przycisk | Takahashiego | CHINY |
Falownik | Delta | Tajwan, Chiny |
transformator | erbian | Chiny |
Koder | Uczenie się | Japonia |
PLC | Delta / Skrzydło Hong | Tajwan, Chiny |
ekran dotykowy | Delta | Tajwan, Chiny |
Układ serwo | Delta / Skrzydło Hong/ | Tajwan, Chiny |


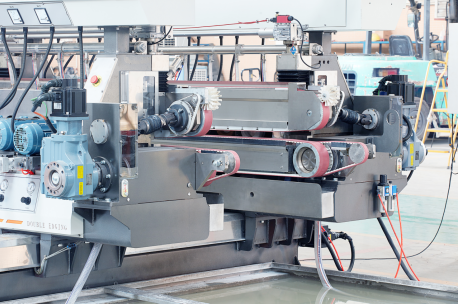
Tuleja wału głównej skrzyni biegów przyjmuje konstrukcję tulei, wykorzystując precyzyjne łożyska wałeczkowe, stabilną i niezawodną pracę, długą żywotność, zmniejszając koszty konserwacji. Opcjonalnie dostępna jest także przekładnia z silnikiem serwo.


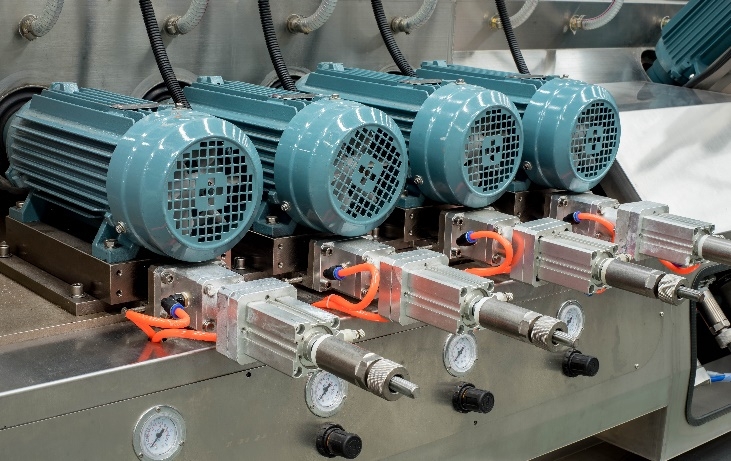
1. Model standardowy: Wysokowydajne silniki ABB, pierwszy z nich, przyjmuje moc 3 kW. Wewnątrz części przesuwnej zastosowano nakrętkę z brązu ze śrubą regulacyjną, aby zmniejszyć szczelinę, uczynić ją bardziej elastyczną i trwałą.
2. Przekładnia mechaniczna (paskowa): z przekładnią mechaniczną 4200 obr./min, napędzaną paskiem. Obrót wału wrzeciona z prędkością 4200 obr./min. Wał może tolerować maksymalnie 12000 obr./min./min, jednak przy wykorzystaniu tylko 1/3 całkowitej prędkości obrotowej. Prędkość przetwarzania wynosi 15 m/min przy polerowaniu. Poprawiła się zdolność szlifowania
3. Przekładnia mechaniczna (paskowa) z napędem serwo. Układ podawania: W pełni automatyczna regulacja koła. Precyzyjne obliczenia pomiędzy kołem a materiałem. Unikanie nierównego szlifowania spowodowanego błędem ludzkim. Wkraczamy na kolejny poziom automatyzacji.


